


Рис. BMW, CTS, Motoringfun, Kleben und Nieten M. Geiger
После многих десятилетий абсолютного господства технологий сварки мы можем наблюдать возрождение клепки на фабрике и в мастерской и разработку новых технологий для приклеивания кузовов автомобилей.
Как в технологии клепки, так и в клеении ни одна техническая революция в последнее время не открыла новые возможности для строительства и ремонта автомобилей. Продолжающиеся изменения были вызваны текущими тенденциями, преобладающими на рынке автомобильных услуг, и развитие этих методов соединения частей кузова следует только за ними, адаптируя известные концепции к их современным потребностям.
Сократить время ремонта
Основным преимуществом обеих альтернативных технологий соединения, обсуждаемых здесь, по сравнению со стандартной точечной сваркой или полуавтоматической дуговой сваркой в газовых щитах, а также пайкой является значительное ускорение комплексных ремонтных процедур, считая с момента, когда поврежденный автомобиль принимается мастерской, пока он не будет возвращен заказчику. Эта истина, которая явно противоречит интуитивному воображению, тем не менее подтверждает результаты объективного исследования во всей его полноте.

У BMW X6 (E71) и MINI (R56) уже есть некоторые части тела, связанные клепкой и склеиванием
Хотя время, необходимое для выполнения точечной сварки, можно считать сравнимым с тем, которое использовалось для высадки заклепки с использованием механизированной заклепки, и получение клеевого соединения с аналогичными прочностными характеристиками длится гораздо дольше, совершенно по-другому, по сравнению с фазами подготовки и отделки, необходимыми в каждой из эти процессы. Даже разборка и повторная сборка отремонтированного соединения намного проще в случае клепаных и клееных элементов, поскольку необходимо только удалить использованные крепежные элементы, не мешая комбинированным материалам, то есть удалить старые сварные швы путем сверления или фрезерования или разрезания оригинальных сварных швов. Кроме того, при клепке или склеивании новая деталь из листового металла не требует предварительной обработки перед установкой. Заклепки точно подходят к уже готовым отверстиям, клей наносится на поверхности, которые хорошо прилегают друг к другу.
Однако наиболее важная экономия связана с отсутствием последующей обработки. Сварочные процессы сопровождаются высокими температурами, разрушающими коррозию (гальванические покрытия, например, цинк и химикаты), защита соседних материалов. Получающиеся полости должны быть трудоемкими, что обычно связано с расширением диапазона демонтажа ремонтируемой машины. Термические деформации и изменения прочностных характеристик соединяемых элементов также являются обременительными при сварочном ремонте. Они не могут быть устранены полностью, но необходимо технологически усложнить их последствия.
В целом, время стоянки автомобиля в мастерской значительно сокращается, что снижает общие затраты на оплату труда для клиента, а для сервисной компании - сокращение побочных расходов, например, на поставку заменяемых автомобилей покупателям.
Задачи дизайнеров и технологов
С точки зрения автопроизводителей, все более распространенная замена методов сварки клепкой и склеиванием означает не только повышение привлекательности продуктов на рынке благодаря их более короткому и дешевому послеаварийному ремонту, но и снижение собственных затрат из-за возможности дешевого сочетания неидентифицируемых материалов, таких как сталь, алюминий и пластик. Естественно, что после этих новых методов должно последовать дополнительное обучение обслуживающего персонала, новые инструменты и устройства, необходимые для использования рекомендованного корректирующего метода.
Первые модели уже появились на автомобильном рынке, на котором сварные и / или клепаные сварные листы крыш и обшивки задних крыльев были скреплены методом склеивания и / или клепки. Пионерами в этой области являются BMW, Audi и Mercedes, где техника склеивания и клепки была введена как для производства стальных кузовов, так и для их ремонта, как рекомендовано производителем или даже обязательно. Эти решения были приняты после длительного периода всесторонних испытаний, включая проверку коррозионной стойкости соединений.
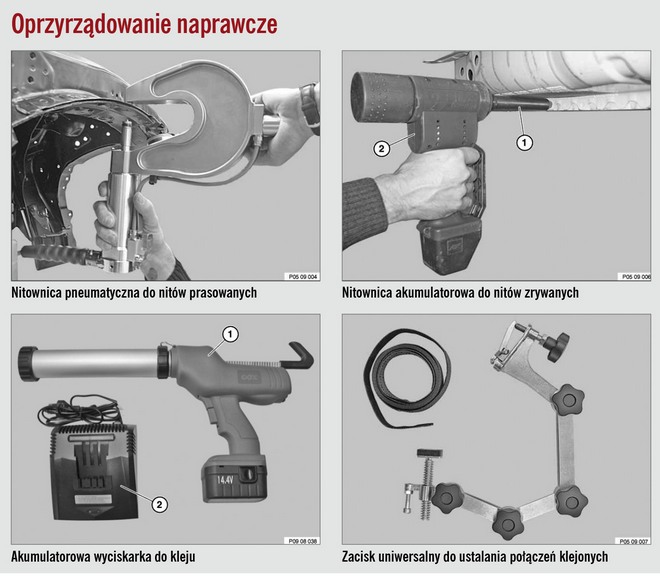
Инструменты для ремонта
Если отремонтированный участок клепки доступен с обеих сторон в качестве оптимального инструмента для расшивки заклепки, то рекомендуется нажать на заклепку для прессования заклепки с обеих сторон. В других случаях возникает необходимость использовать односторонний слепой заклепочный и так называемый отрывной заклепок. В некоторых комбинациях производители кузова рекомендуют использовать заклепки и клей одновременно. Машина для клепки пресса двумя руками имеет пару заклепок, прикрепленных к жесткому «С» -образному банту. Давление наконечников заклепок достигается за счет пневматического цилиндра, встроенного в штангу, который работает при рабочем давлении 6 бар. Все устройство весом 3,5 кг питается от мастерской сжатого воздуха с использованием гибкого шланга высокого давления. Дополнительная система безопасности, называемая Fail-Save, позволяет наконечнику плоскогубцев автоматически возвращаться в исходное положение максимального раскрытия во время возможного отказа. В зависимости от размера используемых заклепок (диаметром 3 или 5 мм) наконечники щипцов меняются попарно.
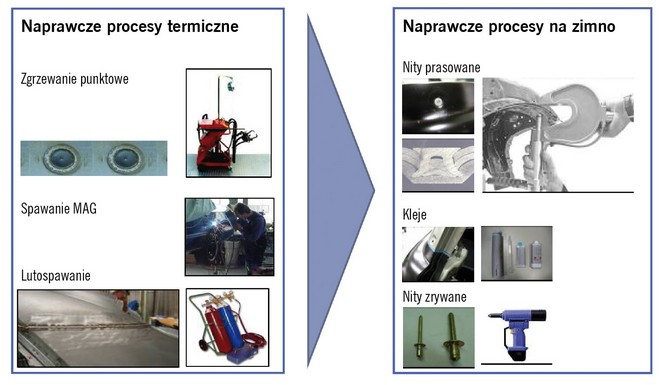
Взаимозаменяемость традиционных методов сварки и методов холодного соединения
Одноручные клепальные инструменты с электроприводом предназначены для осадки односторонних заклепок. Аналогичным образом, мощность используется электрическими цеховыми экструдерами с монтажным клеем.
Когда адгезив является единственным соединителем в ремонтируемом соединении, взаимная фиксация и давление склеиваемых поверхностей во время его склеивания обеспечивают универсальные регулируемые ручки с многосегментной структурой.
Практические сомнения
В дополнение к четкому признанию всех преимуществ инновационных решений, описанных здесь, информация о них также вызывает некоторые сомнения или сомнения. В подробном описании компанией технологий ремонта с использованием метода клепки появляется категорический запрет на повторное использование тех же отверстий для установки новых заклепок. Является ли это условие автоматически перенесенным из требований, применимых к ремонту точечной сварки, или имеет какое-либо рациональное обоснование?

Удаление старой алюминиевой заклепки не должно повредить существующее отверстие, а сверление новых отверстий требует не только дополнительных трудозатрат и невозможности использования запасных частей, полностью готовых к использованию при соединении их с неповрежденной или должным образом отремонтированной частью корпуса, но также и необходимости использования антикоррозийная защита на границе раздела разных металлов. Кроме того, что с рекомендуемой технологией клепки вы делаете со старыми отверстиями, оставленными позади?
В случае комбинации заднего крыла с его внутренним усилением это создает проблему долговечности. Будут ли зоны сминания, возникающие в этих зонах, сохранять свои первоначальные характеристики после такого ремонта и будут ли они работать правильно во время следующего возможного столкновения? Неизвестно, была ли исследована эта конкретная проблема во время краш-тестов, даже виртуальных, на основе компьютерного моделирования. Я постараюсь получить ответы на эти вопросы, посоветовавшись с производителями автомобилей.
Является ли это условие автоматически перенесенным из требований, применимых к ремонту точечной сварки, или имеет какое-либо рациональное обоснование?Кроме того, что с рекомендуемой технологией клепки вы делаете со старыми отверстиями, оставленными позади?
Будут ли зоны сминания, возникающие в этих зонах, сохранять свои первоначальные характеристики после такого ремонта и будут ли они работать правильно во время следующего возможного столкновения?




